 咨询热线:
咨询热线: 24小时手机直线:189 3199 3397
24小时手机直线:189 3199 3397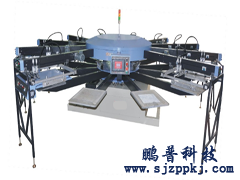





一,行业介绍
剑杆织机:设备可分成四部分,第一为上经伺服。第二为下经伺服。第三起毛伺服。第四为卷曲伺服,上下经部分以恒张力对经线进行输送,起毛部分在设定的角度起毛,卷曲部分以设定的纬密对成品进行收取。
二,系统设计方案
2.1 方案背景
剑杆织机目前市场上使用的控制系统方案为PLC+HMI+变频器+伺服;其中PLC使用多的品牌是三菱PLC、LGPLC,台达PLC;HMI使用多的品牌是威纶通触摸屏和台达触摸屏,变频器多为为丹佛斯变频器,英威腾变频器,伺服的话多为东菱伺服,永宏A3系列伺服。由于永宏PLC和永宏触摸屏,伺服的性价比相对于其他品牌较高,所以永宏经济型PLC和HMI在剑杆织机中的应用前景很好。
2.2 客户需求
根据客户要求,剑杆织机的整体动作需要达到平稳送经,快速起毛,均匀精确的卷曲。停止,急停,纬停,经停,储纬停,找纬停等按各自角度停机。
2.3 解决方案
剑杆织机主要用于平布,毛经纺织工作。根据动作及工艺要求,该方案主要包括系统硬件设计和系统软件设计;其中系统硬件设计包括硬件(产品)配置、机械结构和电气控制等三部分,系统软件设计包括流程控制、I/O配置和程序设计等三部分;基于上述各项技术指标,本方案控制系统采用永宏FBS系列PLC控制器,主要控制整体设备的动作流程;变频部分采用丹佛斯变频器,伺服采用东菱伺服,上位机采用永宏经济型HU系列HMI操作界面,提供自动操作、手动调试和参数设定等界面,用户可根据自身需求进行各项操作和参数设置。
三,系统硬件设计
3.1 硬件配置
3.2 机械结构
剑杆织机的机械结构主要由四部分组成:上经部分,下经部分,起毛部分,卷曲部分。
3.3 电气控制
剑杆织机的电气控制采用永宏PLC作为设备核心控制单元,实现对变频器和伺服等执行单元的控制。
四,系统软件设计
4.1 工艺流程
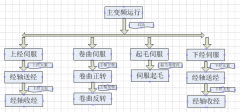
剑杆织机的工艺流程主要包括三部分:送经、起毛,卷曲,三个部分的动作。恒张力的送经保证经线的绷紧,精确的起毛保证起毛的高度,精确的卷曲保证设定的纬密。

4.2 控制流程
剑杆织机的控制流程
4.3 参数设置指令
永宏PLC便捷的通讯指令(FUN150),一个通讯指令可实现对多个从站的485通讯,永宏FUN150指令采用表格形式进行编辑。
4.4 HMI应用
根据工艺要求,剑杆织机需要手动单部分运转,整体自动运转,参数调整,报警画面提醒。

TEL:0311-85595655 18931993397
 售前咨询
售前咨询 工程咨询
工程咨询 技术支持
技术支持